This article explains what a 5-axis CNC stone cutting machine is and how it works for custom stone fabrication, covering axis motion, key machine modules, CAD/CAM toolpath simulation, wet cutting, and tolerance/inspection logic to achieve repeatable curved and irregular shapes. It also outlines what global buyers should verify when sourcing from China suppliers, manufacturers, and factory partners, with practical project-focused guidance from QZGEE.

+86 134 8948 6615
What Is a 5-Axis CNC Stone Cutting Machine and How Does It Work for Custom Stone Fabrication?
2026-01-09
Quick Summary
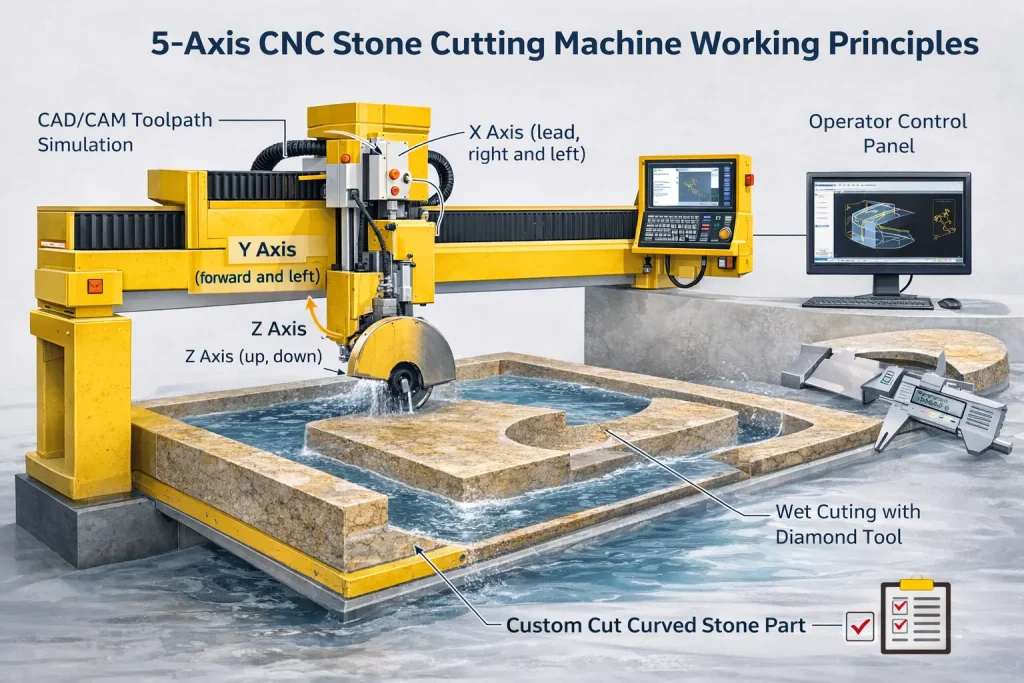
A 5-axis CNC stone cutting machine is not “just more axes”—it’s a system that controls both position and tool orientation, so complex curves, compound miters, bowls, and irregular profiles can be produced with fewer re-clamps and more consistent edge quality. This guide explains how the five axes work, what hardware modules matter, how CAD/CAM turns drawings into toolpaths, and which process controls (tooling, wet cutting, tolerances, inspection) make custom stone fabrication repeatable at scale.
The real question buyers are asking (even when they don’t say it)
When a buyer says, “Can you cut a curved reception desk?” they’re usually asking four hidden questions at once: Can you hit the geometry without hand-correcting it? Can you keep the edge intact without chipping? Can you repeat it across multiple pieces that must match on site? And can you deliver this without turning the project into a rework festival?
A 5-axis CNC stone cutting machine is designed to answer those questions with process control, not luck. In QZGEE’s experience, the biggest difference it brings to custom stone fabrication is simple: tool orientation becomes controllable. That one capability changes how you cut, how many times you clamp, how you manage edge quality, and how predictable the final finishing stage becomes.
What “5-axis” means in stone fabrication
A 5-axis CNC system controls motion in five directions:
The first three axes: X, Y, Z (position)
X and Y move the cutting head across the table. Z controls depth. This is the foundation of most CNC stone platforms.
The additional two axes: rotation/tilt (orientation)
The extra two axes (commonly A and C) rotate and tilt the tool (or tool head). In stone cutting, these axes matter because curves and compound angles are not just “different outlines.” They change how the tool contacts the stone, how force enters the edge, and how the tool exits corners.
If the tool can’t tilt, the machine often compensates with multiple setups or manual edge correction. If the tool can tilt and rotate, the machine can maintain a stable cutting geometry along complex surfaces, which is exactly what custom stone fabrication demands.

What types of 5-axis stone machines exist (and what each is good at)
“5-axis CNC stone cutting machine” is a category. The configuration you choose should match your part mix.
5-axis bridge saw (high-throughput, slab-first workflow)
A 5-axis bridge saw is typically used for:
-
slab sizing and nesting
-
compound miters (waterfall joints)
-
angled cuts and bevels
-
sink cutouts (often with additional tools)
It’s strong for shops that cut a lot of countertops and panels, where speed and consistent angled cuts matter.
5-axis stone machining center (3D shaping and multi-operation work)
A stone machining center is typically used for:
-
bowl machining and 3D pockets
-
free-form curves and relief details
-
edge profiling along irregular outlines
-
drilling, slotting, engraving, and complex finishing passes
If your custom work includes bowls, sculpted features, or heavy 3D geometry, the machining center becomes the more natural choice.
Hybrid systems (where flexibility is the selling point)
Some shops run a bridge saw for throughput and a machining center for 3D work. The point is not “which one is best,” but “which one matches your project reality.”
How a 5-axis CNC stone cutting machine works (step by step)
A useful way to understand the machine is to follow the workflow from drawing to finished piece.
Step 1: The input (drawing, template, or scan)
Custom stone fabrication often starts in three ways:
-
a 2D CAD drawing (DXF/DWG)
-
a physical template digitized into geometry
-
a digital scan/templating file for real site conditions
For irregular shapes (curved walls, spiral stair treads, non-orthogonal edges), scanning and templating reduce fit risk because the toolpath is built on measured reality, not assumptions.
Step 2: CAD/CAM turns geometry into toolpaths
This is where many buyers underestimate the complexity. CAD/CAM is not decoration—it is the control layer.
A good CAM workflow typically includes:
-
selecting operations (cut, bevel, profile, pocket, drill)
-
assigning tools (blade, diamond tools, finger bit, polishing tool)
-
defining tolerances and surface targets
-
checking axis limits and collision clearance
-
simulating toolpath motion before cutting
Toolpath simulation is not optional for irregular geometry
When tool orientation changes continuously, you must verify:
-
the spindle body won’t collide with the part
-
the tool will not exceed axis travel limits
-
the approach and exit are safe for corners and edges
For complex shapes, simulation is often the difference between “first part perfect” and “first part scrapped.”
Step 3: The machine’s key modules (what actually moves and cuts)
A 5-axis CNC stone cutting machine is a system of modules. These are the parts buyers should understand.
The spindle and tool interface
The spindle drives cutting tools. In stone, you’ll see:
-
blades for straight cuts and slab trimming
-
finger bits for internal curves, pockets, and profiling
-
diamond tools for aggressive cutting and clean finishing
-
polishing heads (in some machining center workflows)
Spindle stability matters because vibration shows up as edge bruising or surface lines that polishing cannot fully remove.
The axis head (tilt/rotation mechanics)
The axis head is what makes 5-axis meaningful. It controls how the tool approaches the stone. That approach affects:
-
chipping risk on corners
-
bevel consistency on miters
-
scallop pattern on curved surfaces
-
how clean the profile looks under direct lighting
The bed and table (stiffness and support)
Stone is heavy. A common project reality is moving slabs and parts in the 80–300 kg range (sometimes more depending on thickness and size). A stiff bed and stable support reduce vibration and help keep tolerances consistent over long toolpaths.
The coolant/water system (wet cutting)
Wet cutting is common because it:
-
cools the tool and stone interface
-
reduces micro-chipping risk
-
supports cleaner finishes in many operations
-
helps control airborne dust
In practice, wet cutting quality often shows up in edge integrity and finishing time.
The control system (where repeatability lives)
Controllers manage motion interpolation across five axes. Smooth interpolation matters because “jerky” transitions translate into visible marks on curves.
Step 4: Cutting strategies that protect edge quality
Stone cutting is not just “speed and feed.” The cutting strategy is what separates clean custom fabrication from cosmetic rework.
Roughing + finishing is the repeatability play
A common approach for irregular shapes:
-
rough pass: remove bulk material safely
-
finish pass: lower scallop height, stabilize the surface, protect edges
This reduces risk on brittle materials and improves the consistency of the final profile.
Entry/exit control is where chipping usually starts
Corners and exits are where chips appear. Tool orientation lets you manage the direction of force so the tool exits into supported material rather than pulling away from an edge.

Typical process targets (ranges that reflect real shop practice)
These are typical ranges used as starting points. Exact values depend on stone type, tool brand, rigidity, and finish requirements.
| Operation type | Typical tool | Typical depth per pass | Typical feed range | Practical quality focus |
|---|---|---|---|---|
| Straight slab trimming | Blade | 5–25 mm | 1,000–4,000 mm/min | minimize breakout, stable kerf |
| Internal cutouts | Finger bit | 2–10 mm | 500–2,500 mm/min | corner integrity, smooth internal walls |
| Bevel/compound miter | Blade + tilt | 2–8 mm | 600–2,000 mm/min | angle consistency, clean joint lines |
| Edge profiling | Profile tool | 1–6 mm | 400–1,800 mm/min | consistent radius, low scallop pattern |
| Pocket/bowl roughing | Finger bit | 1–6 mm | 300–1,200 mm/min | avoid fractures, control vibration |
| Bowl finishing | Fine diamond tool | 0.5–2 mm | 200–800 mm/min | surface continuity for polishing |
Why 5-axis changes custom stone fabrication economics (without talking “price”)
Buyers often focus on machine cost, but project outcome depends on rework and risk. 5-axis reduces rework by reducing variability sources.
Fewer re-clamps means fewer alignment errors
Every re-clamp can introduce small misalignment. On a straight cut, you might hide it. On a curve, it becomes visible under lighting. Reducing re-clamps is not convenience—it is quality control.
Better bevel consistency improves installation fit
Curved panels and compound joints often fail at installation because bevels don’t match consistently across pieces. 5-axis tool orientation improves joint repeatability.
Less manual correction means more predictable delivery
Custom work gets delayed when the last 10% becomes hand-finishing. If the CNC process produces a cleaner near-finish surface, polishing becomes a controlled step instead of a rescue mission.
 |
 |
Where 5-axis shines (use cases that match the machine’s strengths)
Custom stone fabrication is full of geometry that punishes shortcuts. These are common winners for 5-axis.
Curved wall cladding and free-form panels
Curves demand consistent chord accuracy and clean joint bevels across multiple panels. 5-axis helps keep the joint logic consistent even as the surface changes.
Waterfall joints and compound miters
Compound miters require both accurate angles and clean edges. The ability to cut and maintain tool orientation reduces mismatch lines that show after assembly.
Sink bowls, basins, and drainboards
Bowl machining is 3D. Surface continuity matters because polishing reveals every toolpath scar. A 5-axis machining center workflow helps create a smoother pre-polish surface.
Irregular stair parts and spirals
Spiral stair treads need repeatability from piece to piece. A consistent profile and alignment is what makes installation smooth.
Edge profiling along irregular outlines
Profiling a straight countertop edge is easy. Profiling a free-form outline while maintaining the same radius and finish quality is where 5-axis earns its place.
Tolerances and inspection (how buyers should define “good enough”)
Custom projects fail when “tolerance” is assumed rather than agreed.
Define what is critical-to-fit vs critical-to-look
Two parts can “fit” but still look wrong under lighting. For many architectural projects:
-
joint bevel and edge profile continuity are critical-to-look
-
overall length may be less critical if hidden by installation details
Practical tolerance guidance (typical planning targets)
These are common planning targets used for coordination:
-
overall length/width: ±1.0 to ±1.5 mm depending on part size
-
bevel angle consistency across a set: tighter control required because mismatch lines show
-
curve smoothness: CAM chordal tolerance commonly targeted in the 0.1–0.3 mm band for visually smooth curves
The point is not one number; it’s agreeing which features deserve tighter control.
Wet cutting, dust control, and the compliance direction buyers are moving toward
Most buyers now expect a documented safety approach, especially when engineered stone or high-volume cutting is involved.
Wet cutting is common, but workflow discipline matters
Wet cutting supports edge quality and reduces airborne dust. In many shops, additional measures are paired with wet cutting:
-
local extraction/ventilation at the machine zone
-
controlled cleanup procedures (avoid dry sweeping)
-
operator PPE and training discipline
Even if your buyer is not asking about this today, global procurement teams increasingly treat dust control as part of supplier qualification.
Industry trends pushing 5-axis adoption in custom stone fabrication
These are the trends that are quietly reshaping demand.
More curves and non-orthogonal design in mainstream projects
Digital architecture tools made curves normal. The supply chain now needs manufacturing that matches that design language.
Consistency is becoming a brand requirement
Hospitality and commercial projects want multiple sites to match. That pushes fabrication toward repeatable CNC workflows.
Shortage of high-skill manual finishing capacity
Many regions face a shortage of experienced finishers. CNC repeatability reduces dependence on scarce skills.
Buyer checklist: what to ask before committing to a complex shape
If you’re sourcing custom stone fabrication, these questions reduce risk.
Ask for the machining plan, not just a photo
A photo proves one part was made. A machining plan proves your part can be made consistently.
Ask about:
-
which operations are CNC vs manual finishing
-
whether toolpath simulation is performed
-
how bevel angles are controlled across multiple pieces
-
how tool wear is managed on long runs
Confirm the tool list and the finish plan
If the edge profile must look clean under strong lighting, confirm:
-
which diamond tools are used for profiling
-
whether a finishing pass is planned
-
what surface condition is expected before polishing
Validate packaging and handling for irregular geometry
Irregular shapes are easy to damage. Handling strategy should protect edges, corners, and polished faces.
This is also where QZGEE typically advises buyers to align inspection checkpoints with packing stages, so defects are caught before crating.
Conclusion
A 5-axis CNC stone cutting machine works for custom stone fabrication because it controls tool orientation as well as position. That control reduces re-clamping, improves bevel accuracy, stabilizes edge profiling along irregular outlines, and makes 3D operations like bowls and pockets far more repeatable. When paired with disciplined CAD/CAM programming, toolpath simulation, diamond tooling selection, wet cutting, and clear tolerance agreements, 5-axis transforms complex curved and irregular shapes from “risky custom work” into a scalable production workflow.
FAQ
1.What is a 5-axis CNC stone cutting machine used for in custom projects?
A 5-axis CNC stone cutting machine is used for complex geometry where tool orientation matters: curved panels, compound miters, irregular outlines, and 3D features like bowls and pockets. It supports repeatable results because the tool can tilt and rotate to maintain stable cutting engagement along changing surfaces, which reduces chipping risk and helps keep bevels and profiles consistent across multiple pieces.
2.How is a 5-axis machine different from a 3-axis CNC stone machine?
A 3-axis machine controls tool position (X, Y, Z) but keeps tool orientation fixed. A 5-axis machine controls both position and orientation, adding tilt/rotation so the tool angle can follow the geometry. In custom stone fabrication, this typically means fewer re-clamps, cleaner bevels on compound joints, more consistent edge profiling along curves, and better control on 3D surfaces.
3.Do I need a 5-axis bridge saw or a 5-axis stone machining center?
It depends on your job mix. A 5-axis bridge saw is strong for slab-first workflows: sizing, angled cuts, miters, and cutouts with high throughput. A 5-axis stone machining center is better for multi-operation 3D work: bowls, pockets, reliefs, irregular profiling, and complex surface finishing passes. Many custom-focused shops pair both to keep throughput high while protecting quality on 3D features.
4.What role does CAD/CAM play in 5-axis stone cutting?
CAD/CAM is the control layer that turns geometry into operations and toolpaths. It defines tools, cutting strategies, tolerances, and axis motion. For irregular shapes, CAD/CAM also enables toolpath simulation to check collisions and axis limits before cutting. Strong CAD/CAM practice is often the key factor behind stable repeatability and consistent edge quality in custom fabrication.
5.What should buyers specify to avoid chipping on curved and irregular stone edges?
Buyers should specify the finish expectation and the critical-to-look features, then confirm the machining strategy. Common approaches include roughing plus finishing passes, controlled entry/exit paths at corners, stable wet cutting delivery, and appropriate diamond tools for profiling. It also helps to define inspection checkpoints for edge integrity before polishing and before packing, especially for irregular geometry that is easy to damage in handling.
References
-
Modern Stone Fabrication Handbook, CNC workflow and finishing coordination notes.
-
Industrial Diamond Tooling Guide, profiling and wear control fundamentals.
-
CNC Machining Centers in Stone Processing, configuration and multi-operation planning.
-
CAD/CAM Fundamentals for 5-Axis Machining, toolpath and simulation principles.
-
Stone Edge Profiling Standards in Architectural Projects, visual continuity considerations.
-
Workshop Wet Cutting Practices, coolant delivery and edge integrity observations.
-
Quality Inspection Methods for Dimensioned Stone Parts, tolerance definition approaches.
-
Dust Control Practices in Stone Processing, wet workflow and housekeeping discipline.
Previous News
What Is a 5-Axis CNC Stone Cutting Machine and ...Next News
What Is a 5 Axis CNC Bridge Saw? (Complete Guid...Feature Product
-
 Durable Custom Backpack – Stylish, Functional, ...
Durable Custom Backpack – Stylish, Functional, ...✅ Key Features Premium Material: High-quality...