This article explains how a 5-axis CNC stone cutting machine enables reliable production of complex curved and irregular stone shapes by controlling tool orientation, reducing re-clamping, and improving edge quality. It breaks down real fabrication use cases (free-form panels, sink bowls, arches, spiral parts), key process factors (tooling, wet cutting, CAM accuracy), and what global buyers should verify when sourcing from China suppliers, manufacturer, and factory partners.

+86 134 8948 6615
Quick Summary
A 5-axis CNC stone cutting machine turns complex curves, compound angles, sink bowls, arches, and free-form stone profiles into repeatable production—because the tool can tilt, rotate, and maintain a stable cutting geometry instead of forcing the slab into multiple manual setups. This guide explains what “5-axis” really changes, where it outperforms 3-axis and 4-axis workflows, the process parameters that protect edge quality, and the compliance direction (silica dust control and machine safety) that global buyers increasingly require in 2026.
A shop-floor moment you can picture in 10 seconds
It’s late afternoon in a stone fabrication workshop. A project manager drops a printed drawing on the table: a hotel lobby feature wall—curved panels with a gentle twist, plus a reception desk top with a rolled edge and hidden cable channels. The slab is beautiful, the geometry is not. A 3-axis saw can slice rectangles all day, but the first curve instantly turns into “how many setups, how many templates, how many hand-finishing hours, and how many chances to chip an edge.”
This is where 5-axis CNC stone cutting stops being a brochure phrase and becomes a production answer. You’re not buying “more axes” for fun—you’re buying fewer re-clamps, fewer manual corrections, better edge consistency, and the ability to execute irregular shapes the same way twice, fifty times, or five hundred times.
What “5-axis” actually changes in stone cutting
A practical definition: a 5-axis CNC stone cutting machine can control tool position in X, Y, Z and tool orientation in two additional rotary axes (often called A and C). That matters because stone is unforgiving: the moment a tool enters at the wrong angle, you see it as chipping, burning, micro-fractures, or a finish line you can’t polish away.
The first three axes: positioning
X and Y move the cutting head across the table; Z sets depth. This is the base of nearly every CNC stone system.
The extra two axes: orientation control
The additional axes allow the spindle or blade to tilt and rotate so the cutting geometry stays correct when the surface is not flat, the edge is not straight, or the profile is not 90°. This is why 5-axis is the difference between “we can do it with enough manual work” and “we can do it as a controlled process.”
Why orientation is the real story
Curves and irregular shapes are not just “different outlines.” They change:
-
the tool’s contact angle,
-
the effective cutting speed at the edge,
-
the way coolant reaches the cut,
-
the direction of force into the stone grain,
-
and the risk of exit-chipping at corners.
5-axis control lets you choose those variables instead of accepting whatever the geometry forces.
Why 3-axis and 4-axis hit a wall on irregular shapes
A 3-axis workflow usually relies on straight cuts, multiple flipping operations, or heavy manual finishing. A 4-axis system may add rotation for some profiling, but it often still struggles with compound angles and continuously changing surfaces.
Setup count is the hidden cost
Most “irregular” stone parts become expensive because of re-clamping. Every re-clamp introduces:
-
a new alignment error (even if it’s only 0.3–0.8 mm),
-
a new chance of scratching the surface,
-
and a new mismatch line that must be polished out.
5-axis reduces setup count by letting the tool approach the surface correctly from the start, which can turn a multi-day, high-risk workflow into a repeatable machining program.
Complex edge profiles are where the gap becomes obvious
Think of:
-
waterfall edges with a subtle radius transition,
-
sink cutouts with internal corner radii that must match a template within ±0.5 mm,
-
curved stair treads where the nosing must remain uniform around a changing arc.
If the tool cannot tilt to maintain a stable engagement, you get inconsistent scallops, edge bruising, or “polish reveals” that show a shadow line under lighting.
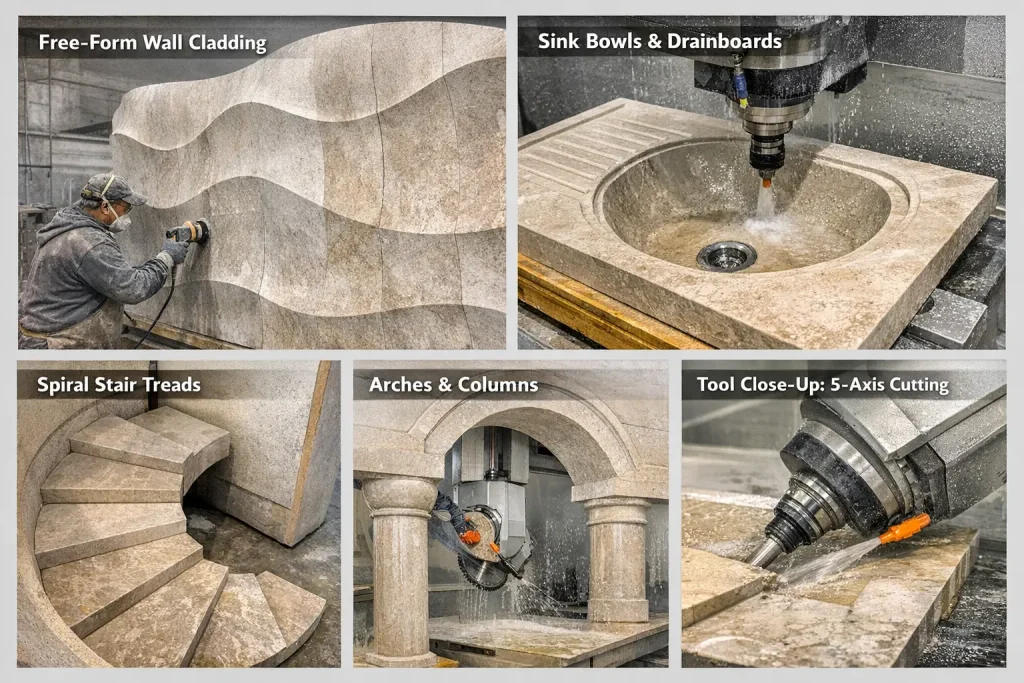
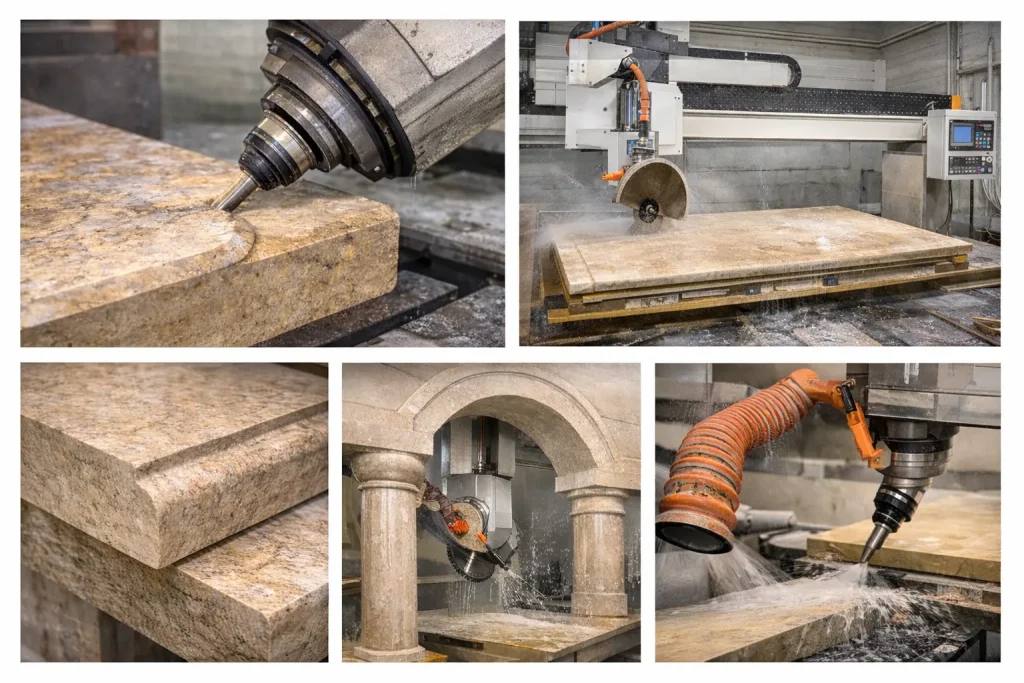
Real-world shapes 5-axis stone CNC handles cleanly
If you sell to global buyers, these are the shapes that show up again and again in commercial and high-end residential projects.
Free-form wall cladding and curved façade panels
Curved panels often require compound angles so joints close properly across a radius. 5-axis machining supports consistent bevels and back-cut relief pockets that help installation fit.
Sink bowls, basins, and integrated drainboards
Bowl machining is fundamentally a 3D surface problem, not a 2D outline problem. Tool tilt control keeps the cutting force stable and improves surface continuity before polishing.
Spiral stair treads and curved risers
Stair parts combine repeated geometry and strict safety tolerances. When every tread must match within a tight band (for example, ±1.0 mm), repeatability matters more than a “one-off artisan approach.”
Arches, columns, and rounded edges with continuous profiles
Rounded profiles look simple on a drawing, but “continuous” is the keyword—no flat spots, no wobbles, no small steps that catch light. 5-axis allows smoother toolpaths and consistent scallop height.

Materials and process parameters that protect edge quality
Stone doesn’t fail like metal. It chips, bruises, and micro-cracks. That means your process window is defined by edge integrity and finishability, not just “can it cut.”
Below is a practical, production-style overview of how material class changes the recommended approach. Values vary by machine rigidity, tool brand, and stone lot, but the relationships are stable.
Typical process window by material (example ranges)
| Material class | Mohs hardness (typical) | Tool type (common) | Spindle speed (rpm) | Feed rate (mm/min) | Coolant flow (L/min) | Quality risk if pushed |
|---|---|---|---|---|---|---|
| Marble / limestone | 3–4 | Diamond finger bit / router | 6,000–12,000 | 1,200–3,500 | 8–15 | Edge bruising, surface “smear” |
| Granite | 6–7 | Diamond finger bit / segmented blade | 4,000–9,000 | 600–2,200 | 10–20 | Corner chipping, tool wear spikes |
| Quartz (engineered) | ~7 (abrasive) | High-grade diamond tools | 5,000–10,000 | 500–1,800 | 12–25 | Resin burn marks, micro-chips |
| Sintered stone / ultra-compact | 6–7 (brittle) | Fine diamond tools, controlled passes | 4,000–8,000 | 300–1,200 | 15–30 | Edge blowout, brittle fracture |
Why “two lighter passes” often beat “one aggressive pass”
A single heavy cut increases exit-chipping probability, especially on quartz and ultra-compact surfaces. Two-step machining—roughing plus finishing—often produces:
-
cleaner edges,
-
more consistent radii,
-
less polishing time,
-
and fewer scrap pieces.
What buyers should ask for in toolpath tolerances
If your parts must align on site without “persuasion,” ask your supplier how they set:
-
chordal tolerance (often 0.1–0.3 mm for clean curves),
-
scallop height targets (kept low to reduce polishing workload),
-
and how they compensate tool wear over long runs.
These questions instantly separate “we can cut shapes” from “we can produce shapes.”
How 5-axis enables curves without the common failure modes
This section is the actual “how”—what changes in the physics when you can tilt and rotate.
Controlled entry and exit angles reduce corner chipping
Chipping often happens at the moment the tool exits a corner or crosses a vein transition. 5-axis strategies can change the approach so the tool exits into supported material, not into open air. That alone can reduce scrap on complex cutouts.
Stable tool engagement improves surface finish consistency
On a curved surface, a fixed-orientation tool alternates between “too much bite” and “rubbing.” Tool tilt keeps engagement stable, which gives you a more uniform surface that polishes predictably.
Collision avoidance becomes practical at production speed
Irregular shapes often require deep pockets, undercuts, or internal curves. With simulation and proper post-processing, 5-axis helps maintain clearance between the spindle body and the stone part, reducing the need for overly conservative toolpaths.
The CAD/CAM layer: where 5-axis projects are won or lost
Many buyers focus on the machine, but the silent differentiator is the programming workflow.
From scan/templating to toolpath
High-end projects increasingly start with digital templating or scanning. That reduces site measurement mistakes and improves fit-up, especially for curved walls and irregular stair runs.
Post-processor accuracy matters more than marketing specs
A 5-axis machine is only as good as its post-processor. If the post is wrong, you get:
-
unexpected axis flips,
-
poor surface transitions,
-
or tool orientation that causes edge bruising.
If you’re sourcing from suppliers, ask whether they:
-
simulate toolpaths before cutting,
-
validate axis limits,
-
and keep version control on post updates.
Repeatability is a program discipline, not a hope
For batch jobs, serious shops track:
-
tool life by material type,
-
scrap rate by geometry category,
-
and rework minutes per part.
That data becomes the reason a supplier can promise consistency instead of “we’ll try.”

3-axis vs 5-axis: a production comparison that buyers care about
To keep this practical, compare on the outputs you actually pay for.
A typical free-form countertop edge (example)
A curved island top with a continuous round-over and a compound corner.
-
3-axis approach: multiple manual profiling steps, template guidance, higher polishing time, and more variability between pieces.
-
5-axis approach: programmed profile along the curve with consistent tilt, predictable scallop height, and reduced handwork.
A curved wall panel joint (example)
Panels must close joints across a radius with consistent bevel angles.
-
3-axis: bevel achieved by manual grinding, high risk of mismatch across panels.
-
5-axis: bevel angle controlled in the toolpath, improved joint repeatability.
Scrap risk differences
With complex curves, scrap usually comes from edge defects and fit failures, not from “the machine couldn’t cut.” 5-axis improves both by reducing re-clamps and controlling the entry/exit geometry.
Compliance and safety: the direction global buyers are moving in 2026
If you sell internationally, you can’t ignore silica dust control and machine safety expectations. Buyers increasingly treat compliance as part of supplier qualification, not a “nice extra.”
Silica dust exposure limits are not negotiable
In the U.S. construction standard, OSHA sets a respirable crystalline silica permissible exposure limit of 50 μg/m³ (8-hour TWA) and an action level of 25 μg/m³.
In Europe, respirable crystalline silica dust generated by work processes is addressed under the Carcinogens and Mutagens framework, with a binding occupational exposure limit commonly referenced at 0.1 mg/m³ (respirable fraction), implemented across member states.
For stone cutting, these limits push the industry toward wet cutting, local exhaust ventilation (LEV), enclosed booths, and workflow controls.
Wet cutting plus LEV is materially more effective than wet cutting alone
Research on artificial stone countertop cutting found that combining a wetted blade with LEV reduced mean respirable dust and quartz task exposures by about a factor of 10 compared to wet cutting alone.
That matters because some buyers assume “water is enough.” In many shops, it isn’t.
Machine safety standards and EU direction
For jobsite masonry and stone cutting-off machines, the European safety standard EN 12418 is a key reference.
Meanwhile, the EU Machinery Regulation (EU) 2023/1230 replaces the Machinery Directive and becomes applicable from 20 January 2027, and it increases attention on modern machine safety and documentation expectations.
If you export machines or sell into projects with strict compliance requirements, this affects how buyers evaluate guarding, emergency stop logic, documentation, and digital safety features.
Industry trends: why 5-axis stone machining is accelerating
Even if a buyer doesn’t say “5-axis,” market forces are pushing in that direction.
Shortage of skilled manual finishers
High-quality hand finishing is harder to hire and harder to scale. CNC repeatability becomes the safer business model.
More “design-driven” geometry in commercial projects
Architects are using curves, flutes, ribs, and non-orthogonal forms more often because digital design tools made it normal. 5-axis is what makes those designs manufacturable at scale.
Higher expectation for consistency across batches
Projects don’t buy one piece anymore—they buy a set. When lighting hits a curved feature wall, small variations become visible. Shops that can hold consistent surface transitions win repeat business.

What global buyers should verify before ordering irregular shapes
If you’re buying 5-axis irregular cutting as a service—or sourcing a machine—these are the verification points that reduce risk.
Geometry proof: ask for a sample strategy, not just photos
Photos prove the shop made one part. A sample strategy proves they can make your part. Ask how they manage:
-
tool wear compensation,
-
axis limit checks,
-
and consistency of edge finish across pieces.
Tolerance agreement: define what matters
On many projects, overall length can tolerate ±1.5 mm, but joint bevel and curve continuity cannot. Make sure your drawings define:
-
critical-to-fit edges,
-
joint bevel angles,
-
and acceptable surface transitions.
Material variability: require a plan
Stone lots vary. A serious supplier adjusts feed and pass strategy based on stone density and brittleness signs. That’s how they keep chip rate low in real production.
Conclusion
A 5-axis CNC stone cutting machine enables complex curved and irregular shapes because it controls tool orientation—not just tool position. That orientation control reduces re-clamping, improves edge integrity, stabilizes surface finish, and turns high-risk geometry into a repeatable program. In 2026, the story is bigger than shape capability: buyers increasingly evaluate silica dust controls, ventilation strategy, and machine safety readiness alongside cutting quality. If you can demonstrate stable process windows, measured repeatability, and compliance-aligned workflows, irregular shapes stop being “custom headaches” and become a scalable product category.
FAQ
1.What is the difference between a 4-axis and a 5-axis CNC stone cutting machine?
A 4-axis system typically adds one rotary axis to help with certain profiles or rotations, but it often cannot continuously control tool tilt and rotation at the same time across complex surfaces. A 5-axis system adds two rotary axes, allowing the tool to maintain the correct cutting angle along curved edges, compound angles, and free-form surfaces. In practice, that means fewer re-clamps, better joint bevel consistency, and more predictable surface transitions on irregular shapes.
2.Can a 5-axis CNC cut sink bowls and curved basins from natural stone?
Yes, and this is one of the strongest use cases. Bowl machining is a 3D surface operation where tool contact angle and pass strategy determine whether the surface can be polished cleanly. A 5-axis machine can tilt the tool to keep engagement stable, reduce chatter marks, and maintain consistent radii—especially important for basin rims and drain slope continuity.
3. What tolerances are realistic for complex curved stone parts?
Realistic tolerances depend on part size, material brittleness, and finishing plan. For many architectural and countertop parts, overall dimensions are commonly held within ±1.0–1.5 mm, while critical joint bevels and curve continuity may need tighter control (for example, chordal tolerance targets around 0.1–0.3 mm in CAM to protect visual smoothness). The most important step is to define which features are “critical-to-fit” versus “non-critical” so the shop optimizes the program correctly.
4. Is wet cutting enough to control silica dust during stone fabrication?
Wet cutting helps, but it is not always enough by itself—especially for engineered stone and high-throughput cutting. In many real shop conditions, wet cutting combined with local exhaust ventilation and controlled workflows provides significantly better reduction of respirable dust than wet cutting alone. Buyers increasingly expect documented dust control measures because silica exposure limits are enforced in many markets.
5.How do I choose the right tooling for irregular stone cutting on a 5-axis machine?
Tooling selection should be driven by material class and the feature being cut. Diamond finger bits and routers are common for internal curves and pockets, while blades are common for straight cuts and slab sizing. For brittle materials (including some ultra-compact surfaces), a conservative roughing-plus-finishing pass strategy often protects edge integrity better than a single aggressive pass. A qualified supplier will match tool grade, pass depth, coolant delivery, and feed strategy to the stone’s brittleness and abrasiveness to keep chip rate low.
References
-
U.S. Occupational Safety and Health Administration (OSHA), “Respirable Crystalline Silica Standard for Construction (29 CFR 1926.1153),” OSHA.
-
European Union, “Directive (EU) 2017/2398 amending Directive 2004/37/EC,” EUR-Lex.
-
CEMBUREAU, “Respirable Crystalline Silica (RCS) and the CMD limit value,” CEMBUREAU policy note.
-
J. H. Cooper et al., “Respirable Silica Dust Suppression During Artificial Stone Countertop Cutting,” peer-reviewed study (2014).
-
European Agency for Safety and Health at Work, “Regulation (EU) 2023/1230 on machinery,” EU-OSHA overview.
-
SGS, “EU Machinery Regulation 2023/1230: what you need to know,” SGS guidance article.
-
British Standards Institution (BSI), “BS EN 12418:2021 Masonry and stone cutting-off machines for job site—Safety,” BSI Knowledge.
-
UK Health and Safety Executive (HSE), “Control of exposure to silica dust,” HSE guidance.
Previous News
How 5-Axis CNC Stone Cutting Machines Enable Co...Next News
Why Stone Fabricators Are Switching to 5-Axis C...Feature Product
-
 Durable Custom Backpack – Stylish, Functional, ...
Durable Custom Backpack – Stylish, Functional, ...✅ Key Features Premium Material: High-quality...