+86 134 8948 6615
Why Stone Fabricators Are Switching to 5-Axis CNC Machines for Irregular Stone Cutting
This article explains why stone fabricators are moving to 5-axis CNC for irregular stone cutting, focusing on the real production drivers: fewer re-clamps, more stable edge quality on curves and compound angles, and scalable repeatability for multi-piece projects. It also covers the workflow shift (CAD/CAM, simulation, inspection, wet cutting and dust control) and what global buyers should verify when sourcing from China suppliers, manufacturers, and factory partners like QZGEE.
Quick Summary
Irregular stone cutting used to be the “special request” that interrupted production: a curved wall panel that didn’t match the template, a staircase stringer with compound angles, a sink bowl that required hand blending, or a sculpture-like reception desk front that forced multiple re-clamps. Today, the demand pattern has changed. Designers and project owners expect curves, radii, waterfall edges, concealed joints, and repeatable profiles—while still expecting predictable delivery and consistent finish.
This is where the 5-axis CNC stone cutting machine becomes less of a luxury and more of a practical production upgrade. The value is not simply that “it can cut complex shapes.” The value is that it cuts complex shapes in a way that is measurable, repeatable, and scalable—so the shop can commit to tolerances, reduce manual rework, and keep quality stable across batches.
For buyers comparing equipment or qualifying a supplier, the key question is no longer whether a shop can produce one impressive irregular piece. The question is whether it can produce the 20th piece with the same joint line, the same edge transition, and the same surface consistency—without hidden labor and without site correction.

What’s Driving the Shift to Irregular Stone Cutting
Modern stone projects are being shaped by three forces at once: design complexity, labor economics, and compliance pressure.
First, geometry is getting harder. Curved islands, fluted fronts, arched cladding, and sculpted vanity tops are no longer “signature pieces.” They are becoming standard on higher-end residential, hospitality, and commercial interiors. Even in mid-tier projects, you see more radius corners, integrated basins, and 3D transitions because CAD-driven design has made these shapes easy to specify.
Second, skilled handwork is harder to scale. Manual shaping can be beautiful, but it is difficult to make it consistent across shifts, across teams, and across repeated parts. When lead time depends on “who is on the grinder today,” the shop’s delivery risk increases—especially for multi-piece installations like stair sets and wall systems.
Third, dust control is no longer optional. Many markets are tightening enforcement around respirable crystalline silica exposure. This pushes shops toward wet cutting, enclosed work cells, and documented processes. Automation matters because it supports controlled workflows: fewer dry touch-ups, fewer open-grinding hours, and cleaner separation between cutting and finishing zones.
These changes explain why many shops that were comfortable with 3-axis or basic CNC bridge saw workflows are now moving toward 5-axis capability, either through a 5 axis CNC bridge saw upgrade or a full CNC stone machining center.
What Makes 5-Axis Different in Stone Fabrication
A 3-axis machine moves in X, Y, and Z. It can cut profiles and pockets, but the tool orientation is limited. You can still produce complex work—just with more re-clamping, more fixtures, and more manual blending to hide angle changes.
A 5-axis system adds continuous tool orientation control through two rotary axes (commonly called A and C). The exact axis naming depends on the machine and configuration, but the core benefit is consistent contact angle between tool and stone during curved or compound surfaces.
That orientation control solves three core problems in irregular stone cutting:
1. It stabilizes edge quality on curves and transitions
In irregular stone cutting, the failure mode is rarely “the machine can’t reach the shape.” The real failure is edge damage: chipping at the exit, inconsistent scallops on curves, and weak corners that need heavy hand correction. With 5-axis, the tool can tilt to maintain a more favorable cutting angle and reduce brittle fracture at sensitive edges.
2. It reduces re-clamping and cumulative error
Every time you remove a part and re-fixture it, you introduce risk: datum shift, clamp distortion, slight rotation, and tiny Z height differences. For multi-piece curved panels or stair sets, these small errors become large problems at installation. 5-axis reduces the number of setups needed to machine bevels, undercuts, and compound edges, which improves repeatability.
3. It makes CAM strategies enforceable
On irregular geometry, CAM settings matter: chordal tolerance, step-over, scallop height targets, lead-in/lead-out, and toolpath smoothing. 5-axis machining allows these parameters to translate into consistent surfaces because the tool orientation is part of the toolpath—not a human correction step after the fact.
In short: 5-axis is not just “more axes.” It is a shift toward predictable geometry control.
Real Production Scenarios Where 5-Axis Wins
Here are the irregular stone cutting scenarios where shops typically feel the impact first.
 |
 |
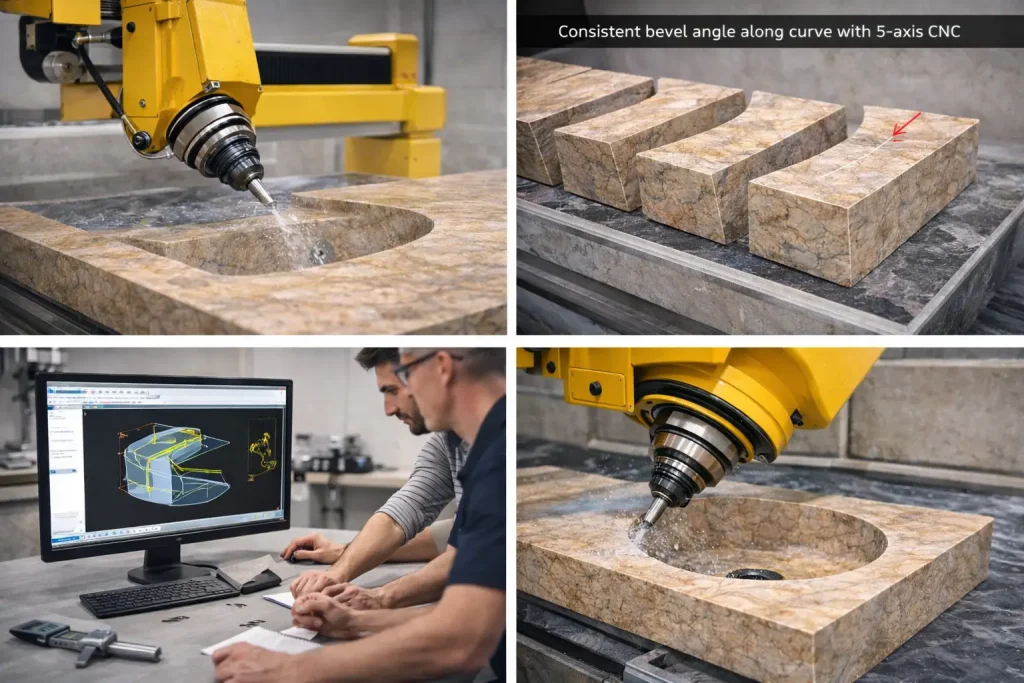
Curved wall cladding and reception fronts
Curved cladding panels often require consistent edge bevels for tight joints and clean shadow lines. With 5-axis, the bevel angle can follow the curve while keeping the joint line consistent. This reduces on-site adjustment and avoids the “gap drift” that appears when bevel angles vary by even 0.5–1.0° along the curve.
In repeated curved panels, shops often set a tolerance band for joint-critical dimensions (for example, ±0.3 mm to ±0.8 mm depending on the stone and the joint design). The more setups required, the harder it is to hold those bands across batches.
Staircases with compound angles
Stone stair projects are unforgiving because errors stack. Treads, risers, nosings, and stringer details must align across many parts. 5-axis helps by machining consistent nosing profiles, miters, and transitions without flipping and re-zeroing repeatedly. For shops producing repeated stair sets (hotel floors, multi-unit residential), that repeatability becomes a competitive advantage.
Integrated sink bowls and sculpted basins
A sink bowl looks simple until you try to make it consistent. The interior surface needs predictable tool marks for finishing, the drain area must match hardware tolerances, and the rim transition must be smooth without flat spots. 5-axis allows more natural tool orientation around the bowl curve, reducing the amount of manual blending required to remove steps.
Irregular countertops and waterfall edges
Waterfall edges with radius corners and continuous veining expectations raise the bar. If the profile or bevel angle changes subtly, the seam reads visually. 5-axis supports consistent profiling and mitering along curved or angled edges, improving seam quality.
3D features: grooves, flutes, and texture channels
Architectural stone often includes fluting, grooves, and repeated texture channels. A CNC stone machining center with 5-axis motion is typically better for these 3D features than a basic saw-focused workflow, because it supports tool changing, 3D toolpaths, and pocketing strategies with stable orientation.

Quality and Yield: Where the ROI Really Shows Up
Most shops don’t switch purely for “capability.” They switch because they can’t afford the quality volatility of irregular work.
Chipping and edge breakout reduction
Stone is brittle. Chipping is strongly influenced by tool condition, feed/speed balance, coolant delivery, and exit strategy. With 5-axis, you can improve chip control by managing approach angle and exit direction, especially on tight curves and thin edges.
A practical example: on a curved edge profile, if a 3-axis path forces a less favorable exit direction at certain points, micro-chipping increases and the shop spends extra time hand correcting. A 5-axis strategy can keep the tool angle more consistent along the curve, reducing those localized damage zones.
Manual rework reduction
Manual rework hides inside production time: grinding, blending, edge touch-up, seam correction, and on-site fitting. Reducing rework is often more valuable than shaving a few minutes off cutting time.
Many shops track rework as a percentage of total labor hours per job. When irregular projects drive rework above 15–25% of labor time, capacity gets squeezed. A stable 5-axis workflow can pull that rework down significantly—especially when the shop standardizes CAM templates and inspection routines.
Repeatability and installation risk
Repeatability is not a marketing word. It is what prevents expensive site rework. For multi-piece irregular installations, repeatability determines whether the system installs cleanly or becomes a “field-fit project.”
That is why global buyers increasingly ask for process proof: CAM simulation screenshots, measurement reports, and production photos showing fixture consistency. A supplier that can demonstrate repeatability earns trust faster.
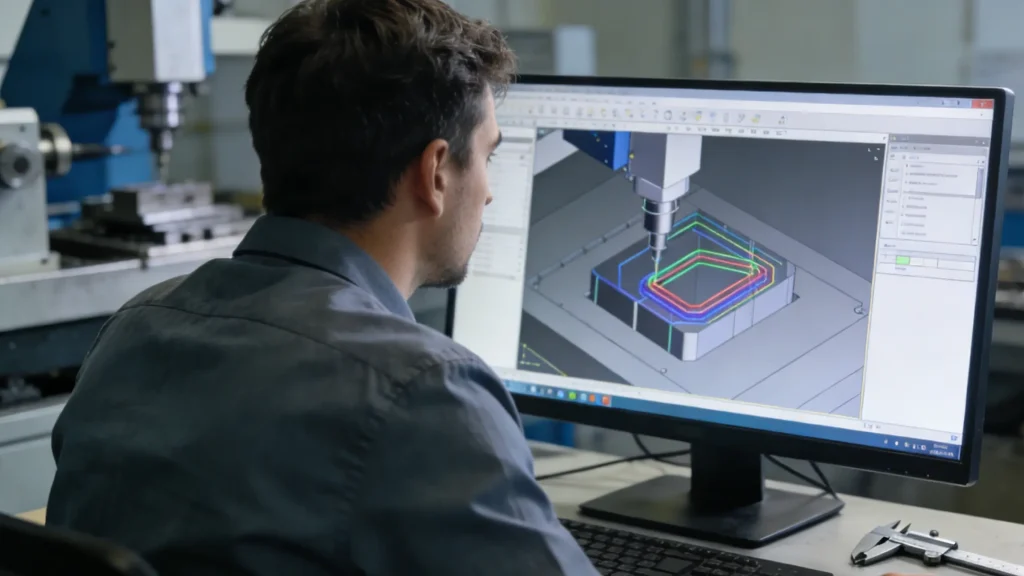
The Workflow Shift: CAD/CAM, Simulation, and Probing Become Non-Negotiable
Switching to a 5-axis CNC stone cutting machine is also a workflow shift. Shops that treat it like a “faster saw” usually underperform. The shops that win treat it as a geometry-control system.
CAD to CAM: where irregular jobs are won or lost
Irregular parts require clean CAD. If the design model is messy (broken surfaces, inconsistent radii, unclear datum), CAM becomes guesswork. Good shops enforce a “manufacturable CAD” standard: clear reference planes, stable centerlines, and explicit joint intent.
Simulation and collision control
5-axis introduces collision risk: tool holder, spindle nose, and axis limits. Simulation is not optional. A professional workflow includes axis limit checking, collision detection, and post-processor stability tests. This is where many “it works on screen” jobs fail in reality.
Probing and tolerance inspection
For irregular geometry, measurement needs structure. Probing cycles or structured inspection routines help validate critical-to-fit features: bevel angles, joint lines, and curve continuity points. Even when the shop uses manual measurement tools, the key is to define what is critical and measure it consistently.
Here is a practical tolerance mindset that many fabricators adopt for irregular jobs:
| Feature Type | Why It Matters | Typical Control Target (Example Range) |
|---|---|---|
| Joint lines / seams | Visual and structural alignment | ±0.3 to ±0.8 mm |
| Bevel / miter angles | Gap control, glue line consistency | ±0.3° to ±0.8° |
| Curve continuity points | Avoid “flat spots” and mismatched arcs | Smoothness checks + template match |
| Hardware interfaces (drains, brackets) | Fit and function | ±0.2 to ±0.5 mm |
| Thickness and datum Z | Level installation, consistent reveal | ±0.2 to ±0.6 mm |
These ranges vary by stone type, thickness, and design intent, but the point is consistent: irregular stone cutting requires defined tolerances, not just “best effort craftsmanship.”
Industry Trend: From One-Off Craft to Scalable Irregular Production
The industry is moving toward a hybrid model: design-driven complexity combined with production-level repeatability. That’s why you see more demand for:
-
Digitized templating and scanning
-
CAD-driven parametric design for repeated elements
-
CAM template libraries for common profiles and bowl forms
-
Controlled finishing workflows that reduce dry grinding time
-
Supplier qualification based on documented process, not only portfolio photos
This trend explains why searches for terms like 5-axis CNC stone cutting machine, irregular stone cutting machine, and 5 axis stone CNC machine manufacturers keep rising. Buyers want suppliers who can handle complex work without turning it into unpredictable craftsmanship.
Compliance Pressure: Why Dust Control Pushes Automation
Stone fabrication is also being shaped by safety enforcement. Many markets regulate exposure to respirable crystalline silica, and enforcement is increasingly tied to documented controls: wet methods, ventilation, housekeeping, and training.
For shops, the practical takeaway is simple: the more you can cut and shape with wet CNC processes, the less time you spend on open dry grinding. Automation supports compliance because it helps standardize wet cutting, control slurry, and reduce uncontrolled dust-generating tasks.
For global buyers, this matters because compliance affects continuity. A supplier with poor dust control can face shutdown risks, staffing issues, and audit problems. More buyers now treat dust control as part of supplier qualification—not a “shop preference.”
Options That Matter When Specifying 5-Axis Capability
The biggest purchasing mistake is treating all 5-axis systems as equivalent. “5-axis” is a capability label, but the real differentiator is whether the system matches your part geometry and workflow.
5 axis CNC bridge saw: best for throughput slab work with complex cuts
A 5 axis CNC bridge saw is often chosen when the shop’s core work is slabs and countertops, but it needs compound miters, bevels, and shaped edges. It’s strong for cutting, mitering, and profiling along complex outlines with high throughput.
Key options buyers often specify:
-
Stable rotary head for consistent miter angles
-
Strong coolant delivery around the blade
-
Reliable axis travel for large-format slabs
-
Software features for miter control and curve cutting
CNC stone machining center: best for 3D pockets, bowls, and sculpted parts
A stone machining center is often better for bowl carving, 3D pockets, grooves, and repeated 3D textures. If your irregular work includes sink bowls, fluted fronts, and deep 3D features, this category is typically more appropriate than a saw-centric platform.
Key options buyers often specify:
-
Tool magazine capacity for multi-step machining
-
Spindle power matched to material hardness and tool sizes
-
Probing or measurement support for critical interfaces
-
Rigid structure for stable surface finishing passes
Software and post-processor stability: the hidden deciding factor
Many buyers focus on hardware specs and ignore the workflow layer. But for irregular stone cutting, CAM stability and post-processor reliability often decide whether the machine becomes a production asset or a troubleshooting project.
If your supplier cannot demonstrate stable simulation-to-machine translation—especially for 5-axis tilt and rotation moves—the risk increases.
Why Global Buyers Prefer Suppliers With Proven 5-Axis Workflows
From a buyer’s perspective, 5-axis capability reduces risk only if the supplier runs it like a system: documented workflow, consistent inspection, and stable finishing.
If you are sourcing from China suppliers, manufacturers, and factory partners, here are the verification signals that matter:
Process proof, not just photos
Ask for:
-
A sample CAM toolpath preview for a curved part
-
Simulation screenshots showing collision checking
-
Measurement records for joint-critical dimensions
-
Photos of the part in fixtures across multiple steps
Repeatability evidence
If the job involves repeated pieces, ask whether the shop can hold the same seam geometry across the batch. “We can do it” is not the same as “we do it repeatedly.”
Dust control and wet cutting workflow
Ask what percentage of shaping is done wet, and how they control grinding dust. This is not just a compliance issue; it affects finish consistency and production stability.
This is also where a manufacturer like QZGEE can stand out: when the equipment, tooling strategy, and workflow are aligned for irregular shapes, you get reliable output instead of “one great sample and many surprises.”
Why QZGEE Focuses on Scalable Irregular Cutting, Not Just Complex Demos
Many machines can produce a complicated demo part. The production question is whether the same geometry can be delivered week after week, across different stones, and across multiple pieces without expanding hidden labor.
QZGEE positions 5-axis systems around production repeatability: stable orientation control, practical CAM workflow, and process discipline that supports both complex geometry and predictable delivery.
If your business is moving toward irregular stone cutting as a regular order type, that production mindset is what protects your margins and your timeline.
Conclusion
Stone fabricators are switching to 5-axis CNC because the industry’s definition of “standard work” has changed. Curves, compound angles, sculpted basins, and repeatable profiles are now common—and shops need a way to produce them with predictable quality.
A 5-axis CNC stone cutting machine is not just about adding axes. It is about controlling tool orientation, reducing re-clamping, stabilizing edge quality, and making CAM-driven repeatability scalable. When paired with simulation, probing, and wet cutting workflows, 5-axis becomes a practical answer to design complexity, labor constraints, and compliance pressure.
For global buyers, the smartest move is to specify the workflow, not just the machine label: choose the right platform (5 axis CNC bridge saw vs stone machining center), demand simulation and inspection proof, and qualify suppliers by repeatability. If you do that, irregular stone cutting stops being a risky specialty—and becomes a reliable production capability, which is exactly the kind of shift QZGEE is built to support.
FAQ
1.What is the main advantage of 5-axis for irregular stone cutting?
The main advantage is orientation control. 5-axis keeps the tool angle stable while machining curves, bevels, and transitions, which reduces chipping and makes surface results more repeatable. It also cuts down on re-clamping, lowering the risk of datum shift and installation mismatch in multi-piece projects.
2.Is a 5 axis CNC bridge saw enough, or do I need a stone machining center?
It depends on your geometry. If your irregular work is mostly shaped cutting, miters, bevels, and countertop outlines, a 5 axis CNC bridge saw is often sufficient. If you need deeper 3D pockets, sink bowls, fluting, grooves, or multi-tool sculpting, a CNC stone machining center usually delivers better productivity and surface control.
3.What causes inconsistent seams on curved stone panels?
Inconsistent seams often come from cumulative setup error and bevel angle drift. Every re-clamp can introduce tiny rotation or height differences, and those small errors show up as visible gap variation along a curve. 5-axis helps by machining more features in fewer setups and maintaining consistent bevel orientation along the curve.
4.What should buyers verify when sourcing 5-axis stone machines from China suppliers?
Buyers should verify simulation capability, post-processor stability, axis limit checking, and inspection routines. Ask for process proof: CAM previews, collision checks, measurement records, and repeatability evidence across multiple pieces. Also verify wet cutting and dust control workflows, because they affect both compliance and finish consistency.
5.How does dust control influence equipment selection in stone fabrication?
Dust control influences workflow and risk. Markets are increasing enforcement around silica exposure, which pushes shops toward wet cutting and controlled shaping processes. CNC systems that support wet machining, stable coolant delivery, and reduced manual dry grinding time help shops stay compliant and keep production stable over the long term.
References
-
Occupational Safety and Health Administration (OSHA) — “Respirable Crystalline Silica Standard” — U.S. Department of Labor
-
National Institute for Occupational Safety and Health (NIOSH) — “Silica Hazards in Construction and Stone Work” — CDC/NIOSH
-
International Organization for Standardization (ISO) — “Geometrical Product Specifications (GPS) Overview” — ISO Publishing
-
Natural Stone Institute — “Best Practices for Stone Fabrication and Shop Safety” — Natural Stone Institute
-
ASM International — “Machining and Tooling Fundamentals for Brittle Materials” — ASM Handbook Series
-
Society of Manufacturing Engineers (SME) — “5-Axis Machining: Process Planning and Accuracy Control” — SME Publications
-
Sandvik Coromant — “Toolpath Strategy, Surface Finish, and Scallop Height Concepts” — Sandvik Technical Guides
-
Siemens Digital Industries Software — “CAM Simulation, Collision Avoidance, and Post-Processor Stability” — Siemens Technical Resources
Feature Product
-
 Durable Custom Backpack – Stylish, Functional, ...
Durable Custom Backpack – Stylish, Functional, ...✅ Key Features Premium Material: High-quality...